





钢结构防护密闭门-钢结构防护密闭门生产厂家-青岛元大人防
青岛福润得交通设备有限公司
经营模式:生产加工
地址:青岛市李沧区瑞金路19号丙
主营:防护设备
业务热线:0532-84917077
产品详情 联系方式
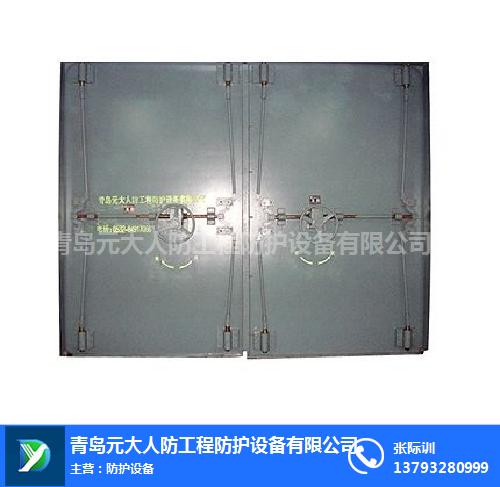
3、闭锁座,整个门框有28个闭锁座,上下各14个,要保证14个闭锁座的中心线与平面在同在一条直线上,采用两头定位的办法,将两头各按要求尺寸定位一个闭锁座,在两个闭锁座之间的锁孔中心线固定一条直线,其余的12个闭锁座都以线为基准进行定位,保证了14个闭锁座焊接的各项技术要求。
1、组装骨架前在工作台上按图纸尺寸放出大样,将校直的槽钢、工字钢放在对应的位置,槽钢与若干外定位板焊接起来,钢结构防护密闭门,以避免焊接变形引起的材料后收缩拉弯槽钢。定位焊接时先点焊纵向工字钢与槽钢之间的焊,每个纵向工字钢与槽钢点焊前必须用水平仪检测平整度,定位焊时要注意纵向工字钢是否扭曲,以免影响横向工字钢的装配。

测结果表明新明公司送检的轻质高强防护密门在模拟核炸的作用下,机构处于正常工作状态,该产品达到人防抗力标准的要求。
轻质高强防护密闭门系列产品,已获得国家专利,钢结构防护密闭门图集,经专家评定,已达到国内领水平,钢结构防护密闭门安装工艺,填补了目前国内人防防护设备产品的空白,是国家人防办推广使用唯可跨区域销售的新材料产品。产品使用SMC复合材料,钢结构防护密闭门图片,运用模压工艺生产而成。
2、外面板焊接时,外面板先平放在台面上,再把骨架吊放在外面板上面,用千斤顶将骨架与面板压紧,间隙不得超过1mm。以跳焊的方式先焊纵向工字钢与面板连接角焊缝,焊接间距50×50mm,焊接完毕再焊横向焊缝,每条焊缝分四次焊接。
焊接电流230-250A,电弧电压24-26V,焊丝干伸长度20-25mm,气体流量20L/min。
3、内面板塞焊前必须保证塞焊孔处的面板与骨架压紧无间隙才可以焊接,焊接电流不得过大,具体参数为:
焊接电180-230A,电弧电压20-23V,焊丝干伸长度20-25mm,气体流量15L/min。
每个塞焊孔分三次焊满,每次每孔焊层厚度不得超过5mm,由两名焊工分散对称焊接,为抵消焊缝收缩,降低焊接引起的内应力,采用风镐锤击焊孔的方法使金属延伸来消除,实施锤击应在每个孔每一层焊完后的红热状态进行,锤至表面光亮为止。
钢结构防护密闭门安装工艺-钢结构防护密闭门-青岛元大人防由青岛元大人防工程防护设备有限公司提供。青岛元大人防工程防护设备有限公司(www.qdyuanda.cn)是一家从事“防护设备”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“元大人防”品牌拥有良好口碑。我们坚持“服务为先,用户至上”的原则,使元大人防在安全、防护用品加工中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!

张际训先生
手机:13793280999




